




什么是冷縮管?
冷縮管是相對(duì)熱縮管來說的,冷縮就是不需要加熱,利用自身的彈性回縮到擴(kuò)張前的外徑,進(jìn)而包覆住被包覆物。達(dá)到絕緣、防水、防潮密封的作用。
冷縮套管商品出于一種安全性的維護(hù),給予通信同軸線密封性連接。普遍用于通信基站,無線通信塔和別的外露的同軸線相接處防潮橡膠密封件。冷縮管是相對(duì)性于熱縮套管來講的,冷縮管是不用開展加溫,物理學(xué)方式先把EPDM或硅膠套管擴(kuò)管放進(jìn)支撐點(diǎn)條,抽出支撐點(diǎn)條就能夠收縮回?cái)n。
冷縮管一般指選用冷收縮技術(shù)性的管形電纜附件,具備絕緣層、密封性、安全防護(hù)等作用。冷收縮技術(shù)性也稱之為預(yù)擴(kuò)大技術(shù),由于這是在常溫狀態(tài)靠延展性收縮力收攏,而并不是向熱收縮膜原材料要加溫收攏,故別名冷收縮技術(shù)。冷縮管常見的原材料有硅膠和乙丙膠。冷縮管具備重量輕、實(shí)際操作便捷快速、不用工具、應(yīng)用領(lǐng)域廣和產(chǎn)品型號(hào)少等優(yōu)勢(shì)。與熱收縮管對(duì)比,不用專用工具加溫,在熱脹冷縮狀況下也可收縮密封,不容易因?yàn)闊崦浝淇s而造成間隙。
冷縮管的制造工藝相比于熱縮管較為復(fù)雜,工藝流程較多,分冷縮管和支撐條兩個(gè)工藝流程。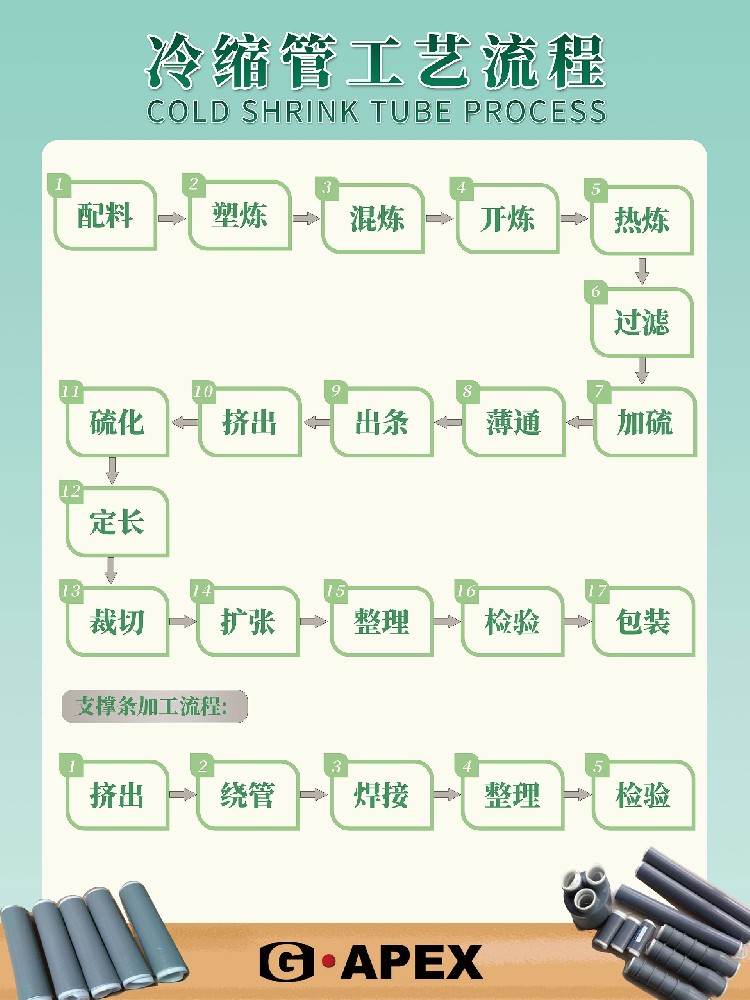
冷縮管的工藝流程為:
配料→塑煉→混煉→開煉→熱煉→過濾→加硫→薄通→出條→擠出→硫化→定長(zhǎng)→裁切 →擴(kuò)張→整理→檢驗(yàn)→包裝→入庫
支撐條的工藝流程為:
擠出→繞管→焊接→整理→檢驗(yàn)→包裝→入庫
在冷縮管擴(kuò)張過程中加入支撐條,進(jìn)而將冷縮管擴(kuò)張到需要的直徑。在安裝時(shí)將支撐條抽出,冷縮管即可回縮,進(jìn)而將被包覆物包覆住。

各個(gè)流程名詞解釋如下:
配料:將生膠、補(bǔ)強(qiáng)劑、硫化劑以及其它助劑按比例配備;
塑煉:將生膠在開煉機(jī)上薄通塑煉打包后停放待用;
混煉、開煉:將稱量配好的塑煉膠,補(bǔ)強(qiáng)劑,助劑,依次加入密煉機(jī)進(jìn)行混煉,混煉好后排出密煉機(jī),在開煉機(jī)上開煉、下片,停放后待用;
熱煉、過濾:將停放后的混煉膠熱煉后進(jìn)行過濾,以去除雜質(zhì),然后下片、冷卻停放;
加硫:將過濾后的混煉膠稱量后,在開煉機(jī)上加入硫化劑,待硫化劑分散均勻后,進(jìn)行薄通;
薄通、出條:在開煉機(jī)將加好硫化劑的混煉膠薄通,出條待擠出;
擠出:按照工藝技術(shù)參數(shù)的要求,選擇合適的口模進(jìn)行調(diào)整,達(dá)到工藝技術(shù)參數(shù)的要求;
硫化:將擠出后符合工藝技術(shù)參數(shù)要求的未硫化的膠管,按照工藝技術(shù)參數(shù)的要求進(jìn)行硫化;
定長(zhǎng)、裁切:將硫化好的膠管按照產(chǎn)品的要求和工藝技術(shù)參數(shù)的規(guī)定進(jìn)行定長(zhǎng)、裁切,同時(shí)檢查硫化好的管子表面是否有雜質(zhì)、氣泡,斷面是否有氣孔等;

支撐管的擠出、繞管、焊接:用塑料擠出機(jī)擠出支撐條,然后在繞管機(jī)上按照工藝技術(shù)參數(shù)的要求進(jìn)行繞管、焊接、修整、檢驗(yàn);
擴(kuò)張:在擴(kuò)張機(jī)上將硫化后裁切定長(zhǎng)的管子、支撐管組合擴(kuò)張好,檢查擴(kuò)張后長(zhǎng)度;
整理:對(duì)擴(kuò)張后的冷縮管進(jìn)行修整、檢查、表面擦拭,外觀目測(cè)檢查;
檢驗(yàn):檢驗(yàn)擴(kuò)張后的冷縮管是否有機(jī)械雜質(zhì)、劃痕、機(jī)械損傷、氣泡、支撐管有無變形, 按100%進(jìn)行抽檢,檢測(cè)機(jī)械性能、回縮率;
包裝、入庫:按照客戶要求進(jìn)行包裝,入庫。
本文由東莞云林原創(chuàng),歡迎關(guān)注,帶你一起長(zhǎng)知識(shí)!

 業(yè)務(wù)QQ
業(yè)務(wù)QQ 