





如何收縮含氟聚合物類熱縮套管
含氟聚合物熱縮管具有獨特的性能,包括耐溫、耐化學和耐電,以及低摩擦和無毒特性。這些獨特的性能使 PTFE、FEP 和 PFA 熱縮成為覆蓋和封裝組件的理想選擇,例如輥涂、溫度傳感器和醫療設備。
那么,如何將氟塑料熱縮套管應用于組件呢?您只需要一個熱風槍,并嚴格遵循熱收縮說明。
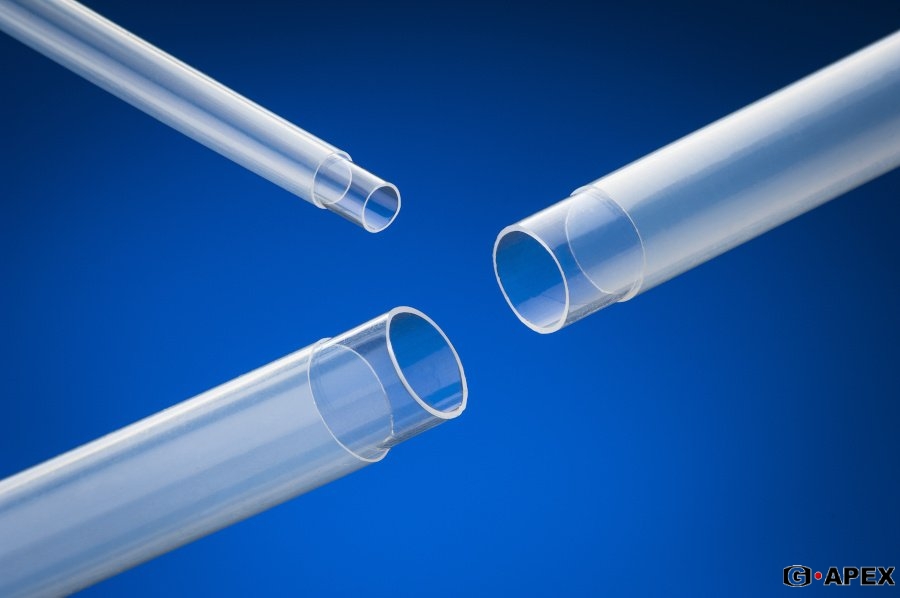
含氟聚合物熱縮管的特點
從PTFE到FEP和PFA,含氟聚合物具有不同的收縮特性和工作性能,因此適用于不同的應用。例如,FEP 熱縮是封裝電氣和溫度敏感組件的理想選擇,而 PTFE 最適合保護復雜型材免受 260°C 以上的高溫影響。
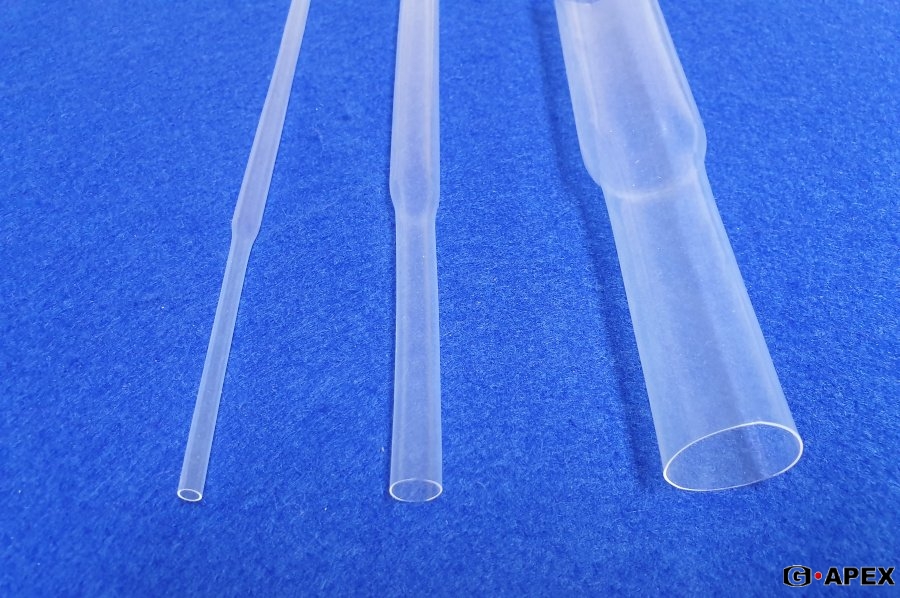
熱收縮比
含氟聚合物提供不同的收縮比,從1.4:1到2:1和4:1。比例為2:1的套管收縮到其膨脹直徑的一半,而比例為4:1的管收縮到其膨脹直徑的四分之一。
熱縮溫度
氟塑料還具有不同的熱收縮溫度:
FEP 和 PFA 在 110°C 時收縮,在 200°C 時需要熱風槍。
PTFE在330°C時收縮,熱風槍溫度為440°C。

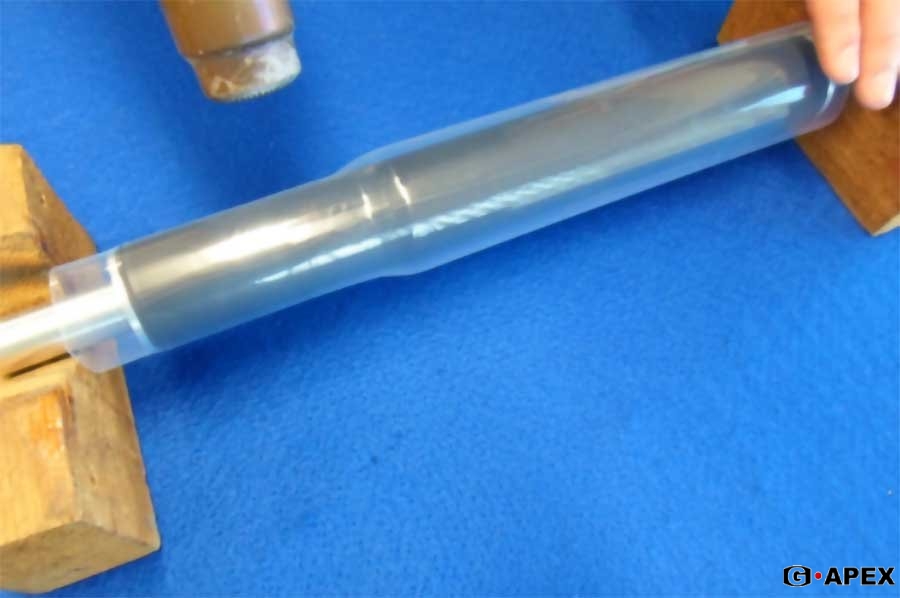
含氟聚合物熱收縮說明,如何收縮氟聚合物熱縮管:
1.選擇正確的熱縮套管尺寸。
2.如果用PTFE覆蓋較大的熱物質,則對部件進行預加熱。
3.將所選的袖子切口應用到零件的右側長度。
4.用熱風槍開始收縮部件的一端。
5.緩慢旋轉并沿著部件的長度移動。
6.允許套管的一端保持松動,而不要束縛在零件上。
7.收縮超過組件的末端,使套管向下收縮。
8.用鋒利的刀片修剪多余的材料。
要加熱并收縮含氟聚合物熱縮管,您需要熱風槍。我們建議使用容量為1.5KW的噴槍。處理熱風槍和熱部件時請小心。
1、選擇正確的熱縮套管尺寸。熱縮管收縮前直徑應明顯大于組件直徑,以允許大量的收縮。收縮后的套管直徑應小于被覆物的組件直徑。
2、如果用PTFE熱縮管包覆帶有熱量的被覆物時,請先在 400°C 的烤箱中對組件進行預熱,以防止 PTFE熱縮管冷卻后收縮不完全導致松動。
3、將所選擇的熱縮套管裁切成合適的長度,并比被覆物稍長,然后套在要包覆的組件上。
4、在熱風槍上設置正確的溫度(參見上面的熱縮溫度),并從組件的一端開始收縮。將噴槍指向稍微遠離收縮方向,以避免過早收縮,從而導致皺紋。
5、緩慢旋轉組件,然后沿零件一端逐漸移動熱風槍至另一端。噴槍每轉一圈應有12毫米的熱收縮。
6、注意讓熱縮套管的一端保持松動,不要粘在組件上。管子在收縮過程中通常會變長,因此您應該觀察另一端的延長度。
7、繼續收縮超過組件的末端,并將熱縮套管收縮到較小的直徑。
8、讓組件冷卻并用鋒利的刀片修剪多余的材料。
熱收縮時的通風注意事項
像所有塑料和橡膠一樣,氟塑料在高溫下會分解并釋放出令人窒息的煙霧。與其他聚合物不同,含氟聚合物產生的煙霧是無味的,因此在材料過熱時可能不會被注意到。當加熱PTFE熱收縮到300°C以上時,必須始終提供充足的通風。 如果在生產過程中使用,建議使用通風設備。
在G-APEX除了PTFE、FEP和PFA熱縮管外,還提供聚烯烴熱縮管,它是電氣絕緣和機械保護的理想選擇。聚烯烴有2:1和3:1的收縮比可供選擇,在70℃時開始收縮,熱風槍溫度為110℃。
本文由東莞云林原創,歡迎關注,帶你一起長知識!

 業務QQ
業務QQ 