





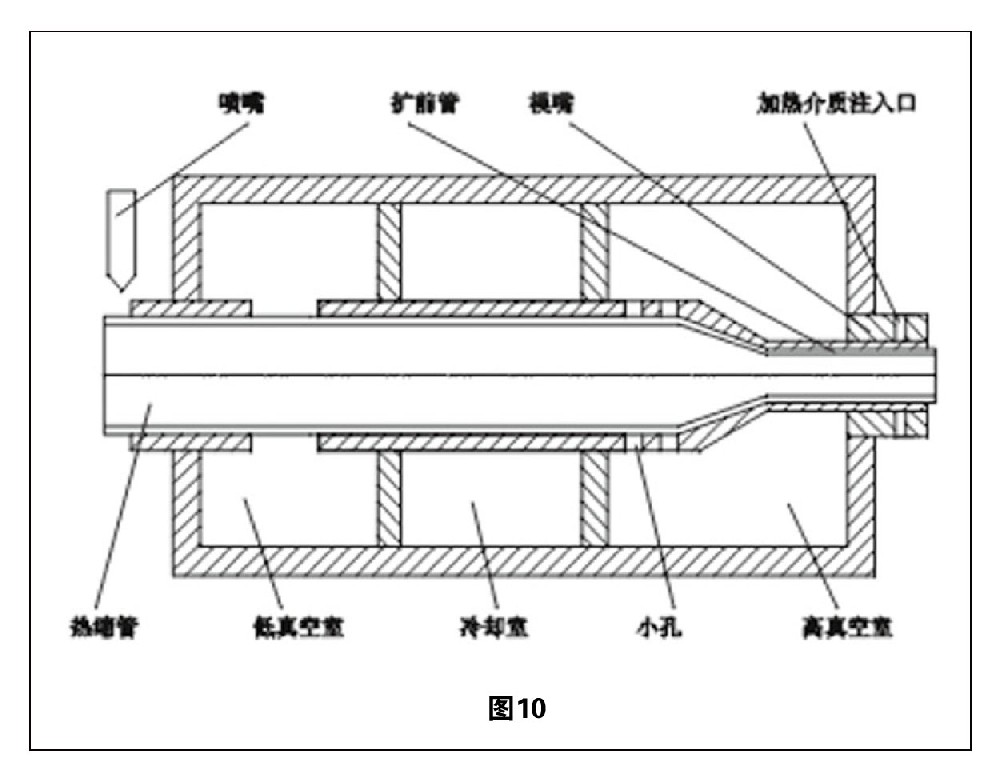
水野裕介發(fā)明了圖 10 所示的擴張裝置,密封墊為多孔橡膠材料,密封室保持低真空;擴張?zhí)淄瑯訛槎嗫紫鹉z材料,內表面呈圓錐形狀,能夠控制擴前管徑向擴大速度,擴前管在內壓與真空聯(lián)合作用下得到擴張,然后進入冷卻室冷卻定型,得到熱縮管。多孔橡膠材料耐磨性差,與熱縮管的摩擦阻力大,不利于減小軸向收縮率。
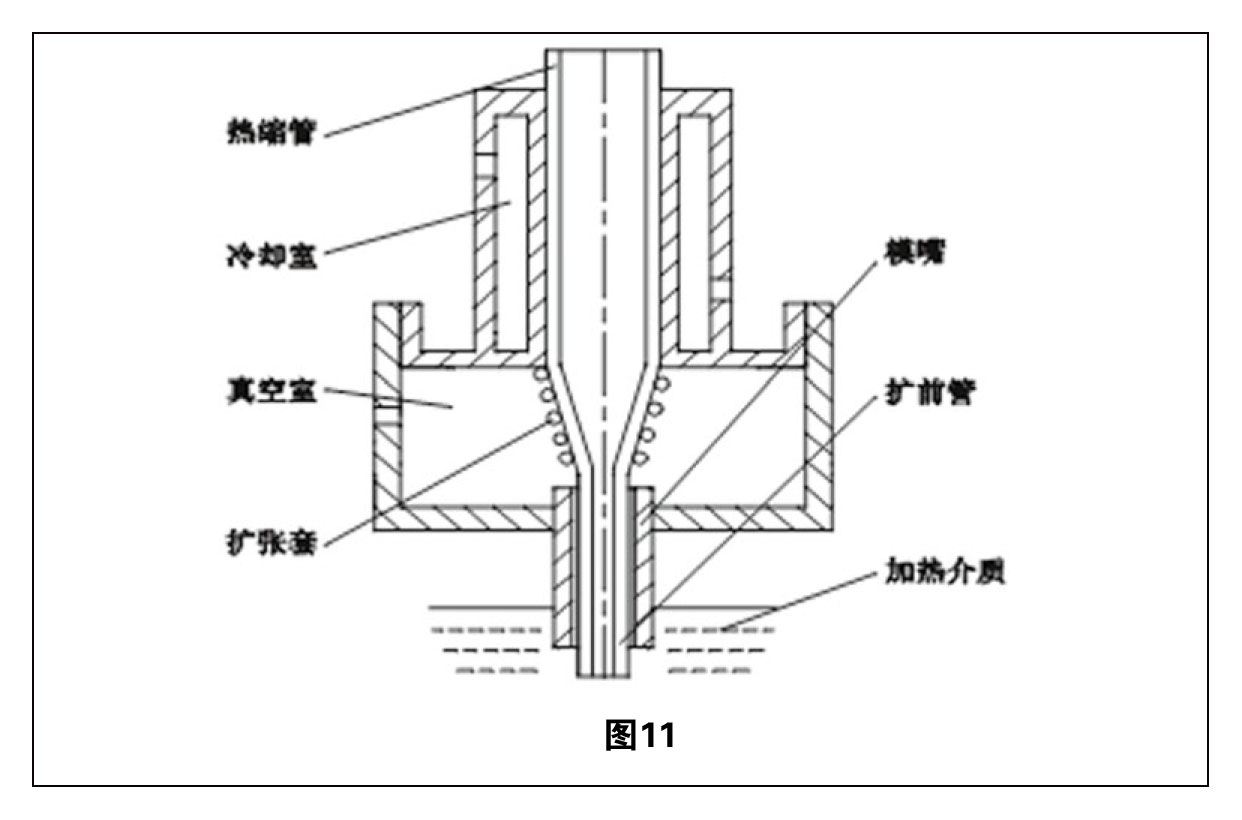
水野裕介發(fā)明了圖 11 所示的擴張裝置,圖 11 與圖 10 基本相似,所不同的是:模嘴處于加熱介質中,能夠保持真空室的真空穩(wěn)定;擴張?zhí)撞皇嵌嗫紫鹉z材料,而是由金屬材料制作的彈簧,在擴張過程中,擴前管全部暴露在真空中,能夠保證熱縮管擴張均勻,壁厚均勻性好。
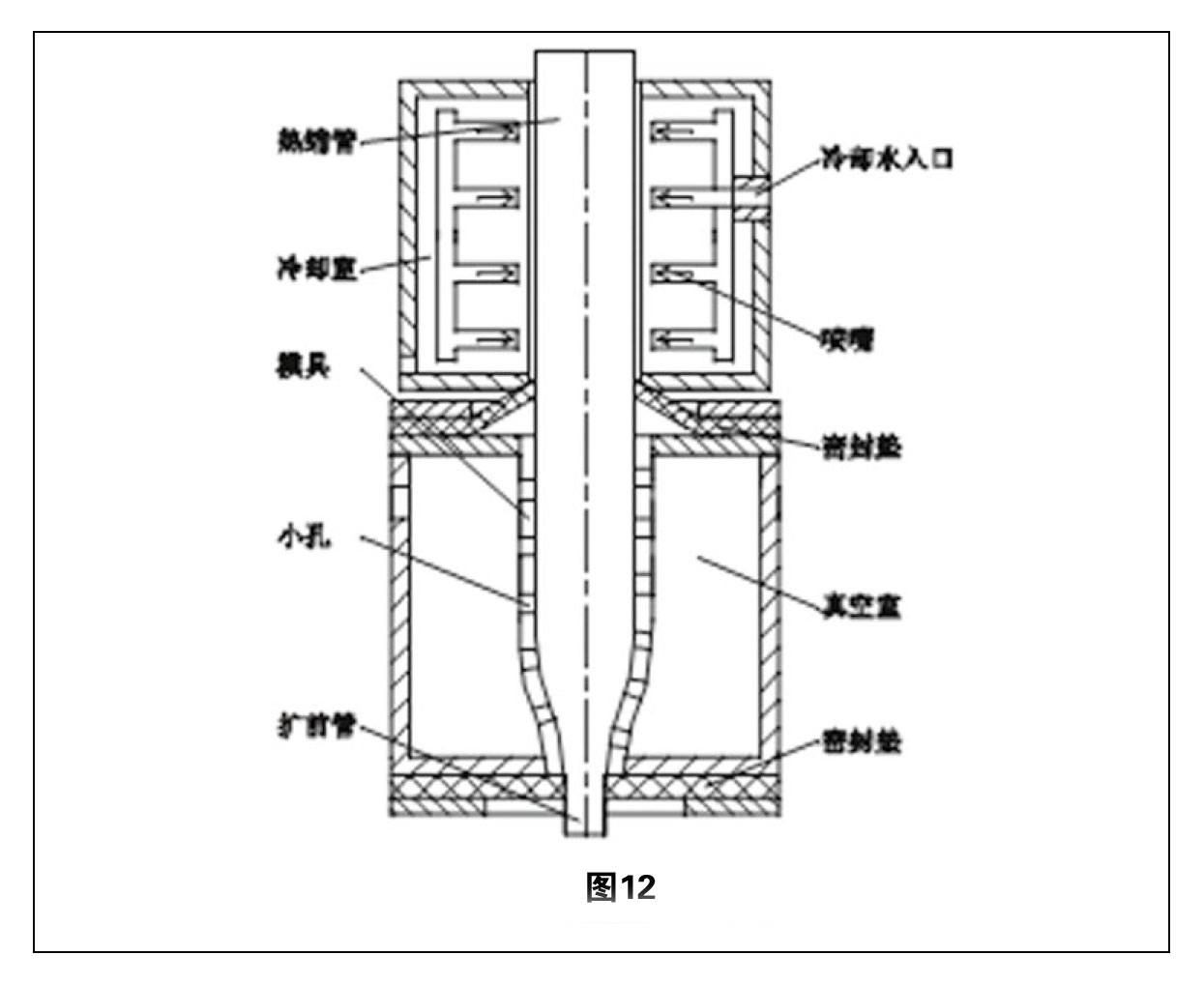
石橋正嗣等發(fā)明了圖 12 所示的擴張裝置,該裝置由冷卻室、真空室、模具和密封墊構成。真空室的兩端有密封墊,防止真空泄漏,模具上有小孔,將模具內表面和真空室連通,擴前管在內壓和真空的聯(lián)合作用下得到擴張。模具由錐面和柱面兩段組成,長度比較短,為熱縮管外徑的2-3倍,,有利于熱縮管軸向收縮率的控制。錐面的錐角最好為25°-35°,如果錐角大于45°,則不能很好的控制自由膨脹,熱縮管軸向收縮率會較大;如果錐角小于20°,因錐面產生的阻力作用增加,熱縮管的軸向收縮率同樣會較大。
模具錐面控制熱縮管的膨脹管速度,能夠提高熱縮管的壁厚均勻性。冷卻室內有多個噴嘴,冷卻水直接噴灑到熱縮管外表面,冷卻速度快,熱縮管通過冷卻室沒有摩擦阻力,軸向收縮率能夠非常小。
之「三」共「五」篇
本文由東莞云林搜集并整理,歡迎關注,帶你一起長知識!

 業(yè)務QQ
業(yè)務QQ 